



本公司供应 石化 PP,品种齐全,质量保证,价格
实惠,可提供相关检测报告,开具13%的增值税发票,欢迎咨询
洽谈,电话微信同号: 15601806238李小姐。
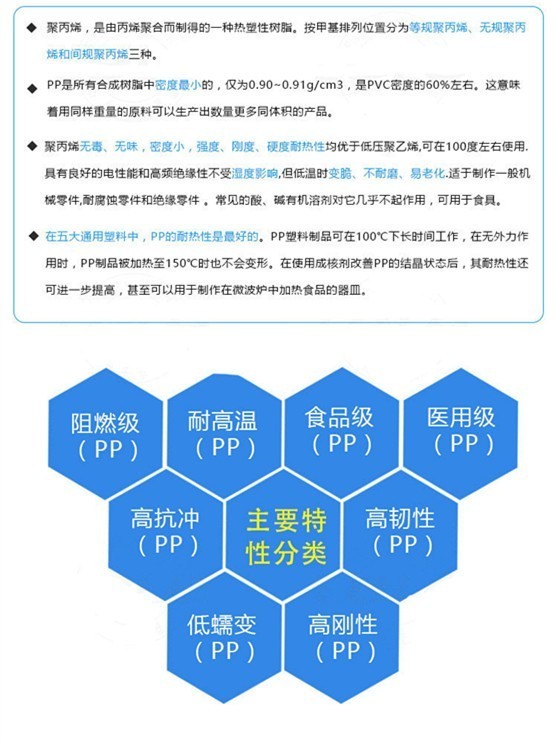
产品介绍



产品图片




注塑模工艺条件:
干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275C,注意不要超过275C。
熔化温度:220~275C,注意不要超过275C。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。建议使用通体为圆形的注入口和流道。所有类型的浇口都可以使用。典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。对于边缘浇口,最小的浇口深度应为壁厚的一半;最小的浇口宽度应至少为壁厚的两倍。